DUNKI: THE PERILOUS PATH TO EUROPE
- 30 Mar - 05 Apr, 2024








Seesen, a town in Lower Saxony, Germany, is in sync with melodies. And that ricochets through the northwestern Harz mountain range, in which the town is embedded. The town was home to German composers, Felix Mendelssohn and Johannes Brahms to name a few, who have left a mark in the history of music. It is in Seesen’s museum that one comes across a piano maker who has revolutionised how the king of musical instruments are made.
Henry Engelhard Steinway is the name behind which a huge piano empire, Steinway & Sons rests. Steinway began his career as an ordinary organ builder. Anthony Gilroy, Senior Director of Marketing at the firm tells MAG that it was Steinway's combined love for craftsmanship and music which led him to make pianos. "He was definitely a craftsman, as he started out as a cabinetmaker. Through his love of music, he took an apprenticeship in making of organs, and was an avid musician himself. This ultimately led to his making of pianos."
Gilroy shares that Steinway learned many of his skills as an apprentice, but many other things were self-taught. Steinway migrated to New York from Seesen when a stream of migration was underway, and reached America in 1850 due to troubling economic times.
At the heart of the tonal company, each day bears a certain commonality. "Among all the roles is a pride in contributing to something important. We are making something that enriches people’s lives through the beauty of music. Whether someone is a final tone inspector or sweeping the floors, everybody seems to know that they are a part of something special," shares Gilroy.
Some of the tools and processes have changed very little over the course of 164 years, Gilroy makes it known. "(Some) tools and processes have evolved so much over time that Henry wouldn’t recognise them. We use technology to our advantage in finding ways to make our pianos better every year. As a result, a piano from 100 years ago even if it were in like-new working order is nowhere near the quality and performance of a Steinway built today." What is of importance, as Gilroy marks out is, "We don’t use technology simply for efficiency/cost savings. If there is a technology or new process that will save us time and money but could jeopardise the musical excellence of the instrument in any way, we simply will not incorporate it into our process."
According to Gilroy, many traditional techniques are still in practice today in situations which are still the best way to create the finest musical instrument possible.
Heirlooms are what the company produces. "Our pianos can last for many decades, and even a century. So these can, and do, become family heirlooms. Like anything though, after many years, the aging process of woods and wear and tear of hundreds of thousands of repetitive key strikes diminish the musical quality of even a Steinway," marks out Gilroy.
There are dozens of companies that make pianos, but what is of importance to add here is "97 per cent of concert artists performing as solo pianists with an orchestra perform on these pianos," Gilroy tells me.
However, the two factories, one in New York, U.S. and the other in Hamburg, Germany, make a limited number of pianos each year. "Each factory is making no more than about 1,500 pianos in a given year, so our worldwide production is under 3,000 pianos per year. Other companies that mass produce instruments make as many pianos in a week as we do in a year, but handcrafting pianos is a time and labour-intensive process that cannot be rushed and is very different from a mass production environment," Gilroy reports.
From a range of pianos to choose from, one piece takes about 11 months to complete. "A Model D concert grand piano takes approximately 11 months from start to finish – not including the curing/weathering time of the wood before it enters the factory. It’s a labour- and time-intensive process," he declares.
Are there customised pianos, I enquire. "Every piano is handcrafted, so in that way, every single piano we make is customised. However most of our pianos are not “made to order”. We do, occasionally, build special pianos with customised features, but that is the exception and not the rule," Gilroy shares.
For all those who tour the factory get to see the making of a piano which lasts three hours, but in a nutshell, Gilroy tells me, "it takes over 12,000 parts, hundreds of distinct processes and almost a full year from start to finish to produce one piano."
A range of piano collections are available as Gilroy points out. “We have six sizes of grand pianos and three uprights. There are many special collections which range from Crown Jewels – exquisite wood finish piano – to the Pops Collection – special colour accents on the fallboard and underside of the lid. There are different finishes and style options available, so there are dozens of different possibilities when one considers the different sizes, finishes and other options, such as the “Sterling” silver hardware package instead of standard gold/bronze.”
A piano which was the most difficult to make was the miniature replica of the original White House Steinway according to Gilroy. “This award would probably have to go to an artist by the name of Paul Gentile, who built a 1:7 scale version of the original White House Steinway – one of the most famous pianos in the world. It took him about 16 years and he had to even build mini-versions of some of our factory processes in order to create the corresponding parts of the piano.”
Even though cost of Steinways varies in other markets worldwide, “in the U.S. the retail price for a new Steinway grand in Ebony ranges from about $65,000 for the 5’1” Model S to about $165,000 for the 9’ Model D concert grand,” Gilroy makes it known, however the “Uprights are in the $35,000 range.”
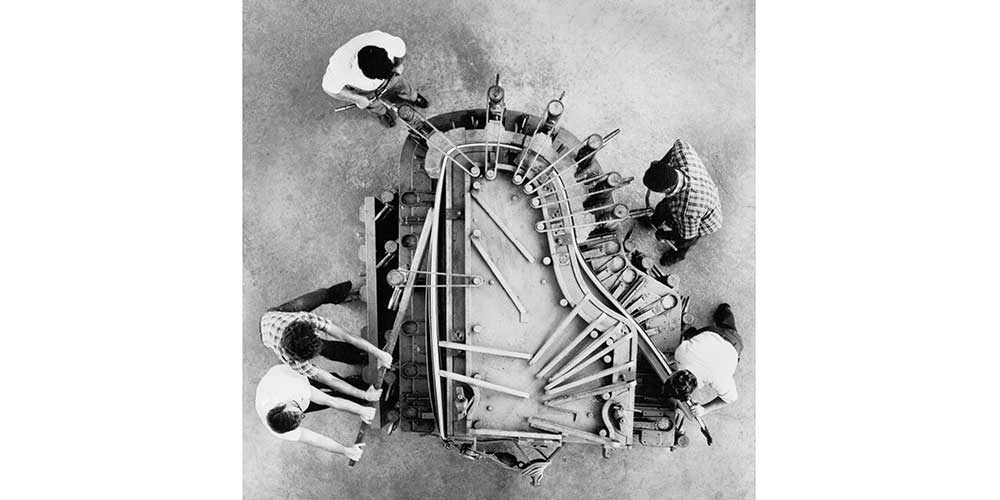
• The most basic and important construction process is bending the rim that ensures stability. Straight grained hard rock maple is laminated and glued by hand and bent into shape in one operation. After 24 hours, the rim is removed from the press (the machine on which it is clamped) and is stored in a conditioning room under controlled temperature and humidity for several months.
• The next important components are the sound and bridge. To the native properties of the wood a distinctive feature is added - the famous diaphragmatic taper is fitted into the piano which is slightly crowned. This allows vibrations to travel freely along the grain to the centre moving more air. The bridge transmits vibration energy from the string to the soundboard.
• One important component is the iron plate cast from bell quality iron in one piece. The soundboard with its bridge and the cast iron frame are now assembled inside the piano rim or the belly of the piano by the bellyman.
• The next step is adding the strings. The traditional method of stringing by hand is combined with modern technology.
• The hammers for the action assembly are cut from a tapered sheet of felt which is forced into shape from gluing to hammer mouldings.
• All hammers are made in the Steinway factory after they are glued to the hammer shank. The whole action assembly and the key frame must be carefully put together and fitted into the instrument; careful precision is important here because the position of the hammers is vital for their proper striking point on the strings.
• One of the main features of the grand action are the half round bearings on which the keys balance.
• When all adjustments have been made, the piano is moved to a soundproof room. As a crucial quality assurance procedure, each piano key has to be struck over 10,000 times within an hour to ensure the perfect effect for all black and white keys and ideal string tension.


























COMMENTS